
Guide to Blast Furnace Carbon Reduction Technologies
The steel industry stands at a crossroads. Responsible for 7-9% of global CO₂ emissions, with blast furnaces alone producing 2.0-2.3 tonnes of CO₂ per tonne of iron, the sector faces unprecedented pressure to decarbonize. Yet steel remains essential to modern civilization—from infrastructure to renewable energy systems themselves. The question isn't whether to decarbonize, but how to do it economically while maintaining the scale and reliability that global development demands. After centuries of incremental improvements to the 300 year old technology, the industry is now implementing breakthrough technologies that could reduce blast furnace emissions by 30-40% while maintaining existing infrastructure.
John Ganser
8/29/20256 min read
Understanding the Carbon Challenge: Where Every Tonne Comes From
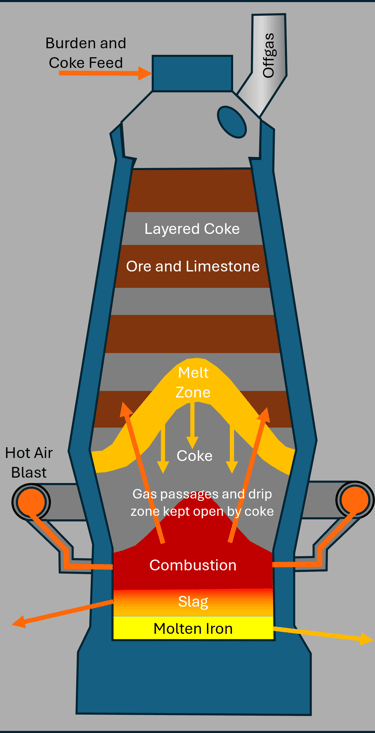
Before exploring solutions, we must understand the fundamental chemistry that makes steel production so carbon-intensive. The blast furnace process hasn't changed dramatically in over a century because it's remarkably efficient at what it does—converting iron ore into liquid iron at massive scale.
The Four Pillars of Blast Furnace Emissions
1. Coke Production: The Largest Carbon Source (1.4-1.6 tonnes CO₂/tonne iron)
Coke production represents the single largest source of emissions in ironmaking. Every tonne of coke requires 1.3-1.4 tonnes of metallurgical coal, processed in oxygen-starved ovens at 1000-1100°C. This destructive distillation drives off volatile compounds, leaving behind a carbon-rich material with the mechanical strength to support the enormous weight of the blast furnace burden.
Standard blast furnaces consume 450-500 kg of coke per tonne of iron. Modern operations have reduced this to 350-400 kg through auxiliary fuel injection, but there's a fundamental limit: approximately 200-250 kg of coke per tonne of iron is required purely for structural support. This "structural minimum" cannot be eliminated with current technology — the coke must physically hold up the burden column while maintaining gas permeability throughout the very tall furnace.
2. Chemical Reduction: The Unavoidable Process Emissions (1.4-1.6 tonnes CO₂/tonne iron)
The fundamental chemistry of ironmaking involves reducing iron oxides with carbon monoxide:
Fe₂O₃ + 3CO → 2Fe + 3CO₂
Fe₃O₄ + 4CO → 3Fe + 4CO₂
These reactions are thermodynamically unavoidable in carbon-based reduction. Every molecule of CO₂ produced represents iron oxide being converted to metallic iron. This is why alternative approaches like hydrogen-based reduction are so promising—they follow different chemistry: H₂ + FeO → Fe + H₂O, producing water instead of CO₂.
3. Limestone Calcination: The Chemical Necessity (0.2-0.3 tonnes CO₂/tonne iron)
Limestone serves as a flux, combining with silica and alumina impurities to form liquid slag that separates from the iron. When heated, limestone undergoes thermal decomposition: CaCO₃ → CaO + CO₂. This releases 440 kg of CO₂ per tonne of limestone—a purely chemical process that's difficult to avoid while maintaining current blast furnace technology.
4. Ore Preparation: The Hidden Impact (0.03-0.08 tonnes CO₂/tonne iron)
Iron ore rarely enters the blast furnace in its natural state. Most ore is processed into pellets or sinter to achieve the right size distribution and mechanical properties. This preparation process, while representing a smaller portion of total emissions, offers interesting opportunities for reduction.
Here's where ore choice matters: magnetite ore produces 20-25% less CO₂ during pelletizing than hematite. When magnetite (Fe₃O₄) is fired during pellet production, it undergoes exothermic oxidation to hematite (Fe₂O₃), actually releasing heat and reducing fuel requirements. This demonstrates how understanding fundamental chemistry can drive emission reductions.
Technologies Delivering Results Today
Pulverized Coal Injection: The Foundation of Modern Practice
Pulverized Coal Injection (PCI) has become the foundation of modern blast furnace operation. By injecting 170-220 kg of coal per tonne of iron through the tuyeres, furnaces can replace 0.8-1.0 kg of coke per kg of injected coal. This seemingly modest substitution delivers 10-15% CO₂ reduction compared to all-coke operation.
The technology works through bypassing the energy-intensive coking process. Coal injected directly into the furnace burns more efficiently and doesn't require the 1.3-1.4 coal-to-coke conversion ratio. Modern blast furnaces routinely operate with PCI rates that would have been considered impossible just decades ago.
Hydrogen Injection: The Game-Changing Breakthrough
Hydrogen injection represents the most promising near-term breakthrough for blast furnace decarbonization. The results speak for themselves:
43% CO₂ reduction was achieved in trials conducted in Japan during late 2024
90 kg/h hydrogen injection rates with plans to increase further have been achieved
Early tests showed 22% CO₂ reduction with heated hydrogen injection
The chemistry is elegant: H₂ + FeO → Fe + H₂O. Instead of producing CO₂, the reaction produces water vapor. Hydrogen can replace carbon monoxide as a reducing agent throughout the furnace, dramatically cutting process emissions.
The challenge lies in hydrogen supply. Current demonstrations use hydrogen from steam methane reforming or electrolysis, but large-scale implementation requires massive hydrogen infrastructure. This is where the technology intersects with broader hydrogen economy development.
Oxygen Enrichment and Natural Gas: The Efficiency Multiplier
Oxygen enrichment of blast air enables higher injection rates of auxiliary fuels while maintaining thermal balance. By increasing oxygen content from 21% (air) to 30-35%, furnaces can inject more natural gas, which offers superior coke replacement ratios—2.5-3.0 kg of coke replaced per kg of natural gas injected.
Combined with PCI and oxygen enrichment, the most efficient blast furnaces achieve coke rates of 280-320 kg per tonne of iron. This represents a 35-40% reduction from historical norms, demonstrating that significant decarbonization is possible within existing infrastructure.
Hot Briquetted Iron: Leveraging Pre-Reduced Materials
Hot Briquetted Iron (HBI) represents a mature technology that's gaining renewed attention for decarbonization. Produced through direct reduction using natural gas, HBI enters the blast furnace 85-92% metallized, requiring far less carbon for final reduction.
The technology has proven commercial viability—blast furnaces in North America have used HBI as part of regular operations for over 25 years. Adding 30% HBI to the burden can increase hot metal production by 24% while reducing CO₂ emissions by 5-12%. When considering the 50% CO₂ reduction in HBI production compared to blast furnace ironmaking, the overall system benefits become compelling.
Next-Generation Technologies: Pushing Beyond Current Limits
Cold Bonded Pellets: Revolutionizing Ore Preparation
Traditional pellet production requires firing at 1200-1300°C, consuming enormous amounts of energy and producing significant CO₂ emissions. Cold bonded pellets represent a paradigm shift—using organic binders, cement, or geopolymers that cure at ambient temperature.
The potential impact is substantial: eliminating high-temperature firing could reduce pellet production emissions by 80-90%. For a blast furnace using 1.5-1.6 tonnes of pellets per tonne of iron, this translates to 90-130 kg less CO₂ per tonne of iron produced.
The technical challenge lies in achieving adequate strength and thermal shock resistance for blast furnace conditions. Current research focuses on advanced binder systems and pellet microstructure optimization.
Reducing Atmosphere Production: Rewriting the Rulebook
Perhaps the most radical approach involves producing pellets and sinter under reducing conditions—using hydrogen, carbon monoxide, or syngas instead of oxidizing atmosphere. This eliminates CO₂ from process reactions while potentially creating materials with superior reduction characteristics.
The technology remains in development, but early results are promising. Pellets produced under reducing conditions show enhanced reducibility and potentially better mechanical properties. The challenge lies in preventing over-reduction to metallic iron, which causes sticking and operational problems.
The Economic Reality: Making the Business Case
Capital Requirements and Returns
Implementing advanced decarbonization technologies requires substantial capital investment:
Hydrogen injection systems: $50-100 million per blast furnace
Advanced PCI with oxygen enrichment: $20-40 million per furnace
HBI handling and preparation: $30-60 million per facility
Cold bonded pellet plants: $200-400 million (new facilities)
However, the operational benefits often justify these investments:
Reduced coke consumption lowers raw material costs
Improved productivity from HBI and optimized operation
Carbon pricing and regulatory compliance benefits
Enhanced operational flexibility and fuel diversification
The Transition Strategy
Smart operators are implementing decarbonization in phases:
Phase 1: Optimize Current Operations
Maximize PCI rates with existing equipment
Implement oxygen enrichment
Optimize burden distribution and raw material quality
Phase 2: Implement Proven Technologies
Add natural gas injection capability
Integrate HBI into burden mix
Upgrade process control systems
Phase 3: Deploy Breakthrough Technologies
Implement hydrogen injection at scale
Transition to cold bonded pellets
Explore reducing atmosphere production
The Path Forward: Achieving 30-40% Reduction
The mathematics of blast furnace decarbonization are becoming clear. Through aggressive implementation of available technologies, the industry can achieve 1.3-1.5 tonnes CO₂ per tonne of iron—a 30-40% reduction from current levels.
The pathway combines:
Advanced injection technologies reducing coke consumption to structural minimums
HBI integration providing pre-reduced burden materials
Revolutionary ore preparation eliminating high-temperature processing
Hydrogen economy integration replacing carbon-based reduction
This isn't theoretical—elements of this approach are being implemented today. The question is execution speed and scale.
Implications for the Industry
Competitive Advantage Through Early Implementation
Companies implementing these technologies early gain multiple advantages:
Lower carbon intensity improving market access
Operational efficiency and cost reduction
Technology learning curves and optimization experience
Regulatory compliance and carbon pricing benefits
Infrastructure and Supply Chain Transformation
Large-scale implementation requires fundamental changes:
Hydrogen supply infrastructure connecting renewable energy to steel plants
HBI supply chains linking gas-rich regions to steel-producing areas
New equipment suppliers specializing in decarbonization technologies
Skilled workforce development for complex new processes
The Bridge to Future Technologies
Blast furnace decarbonization serves as a bridge to even more revolutionary approaches. While hydrogen-based direct reduction and electric arc furnace expansion represent the long-term future, optimized blast furnaces provide the capacity and time needed for orderly transition.
Conclusion: The Transformation is Underway
The steel industry's decarbonization represents one of the most significant industrial transformations in modern history. Unlike many climate solutions that remain theoretical, blast furnace decarbonization is happening now, with proven technologies delivering measurable results.
The combination of immediate implementation opportunities and breakthrough technologies in development creates a clear pathway to substantial emission reductions. Companies that act decisively will not only contribute to climate goals but position themselves for competitive advantage in the carbon-constrained future.
The blast furnace, this centuries-old technology, is being reinvented for the 21st century. The question isn't whether decarbonization is possible—it's how quickly we can scale the solutions we already have while developing the next generation of breakthrough technologies.
The steel industry's carbon challenge is massive, but so is its capacity for innovation. The transformation is underway.